

 Применяется для изготовления деталей высокой точности и сложной конфигурации, невыполнимых другими методами литья (например, лопатки турбин и т. п.).
Применяется для изготовления деталей высокой точности и сложной конфигурации, невыполнимых другими методами литья (например, лопатки турбин и т. п.).
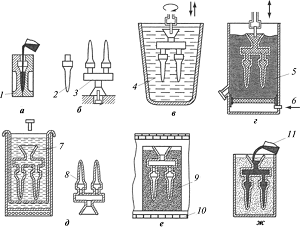
Из легкоплавкого материала: парафин, стеарин и др., (в простейшем случае — из воска) путём его запрессовки в пресс-форму изготавливается точная модель изделия и литниковая система.
Затем модель окунается в жидкую суспензию пылевидного огнеупорного наполнителя в связующем. На модельный блок - модель и литниково-питающую систему (ЛПС) наносят суспензию и производят обсыпку, так наносят от 6 до 10 слоёв, с сушкой каждого слоя. С каждым последующим слоем фракция зерна обсыпки меняются для формирования плотной поверхности оболочковой формы. Из сформировавшейся оболочки выплавляют модельный состав. После сушки и вытопки блок прокаливают при температуре примерно 1000°C для удаления из оболочковой формы веществ способных к газообразованию.
Затем оболочки поступают на заливку. Перед заливкой блоки нагревают в печах до 1000°C. Нагретый блок устанавливают в печь, и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка ЛПС. Таким образом получаем отливку
Книги по литью по выплавляемым моделям
Шкленник.Я.И. Литье по выплавляемым моделям, 1984, Источник 2
Упрощенный техпроцесс литья по выплавляемым моделям
Литье по выплавляемым моделям, массовое производство
Процесс и технология литья по выплавляемым моделям
АО "Марийский машиностроительный завод" выполняет литье по выплавляемым моделям:
- стальные отливки массой до 10 кг
- литьё из алюминиевых сплавов массой до 1,5 кг
Заказать литье можно по телефону 8 (8362) 42-14-38, e-mail pgn@marimmz.ru. Общая стоимость заказа - не менее 500 тысяч рублей